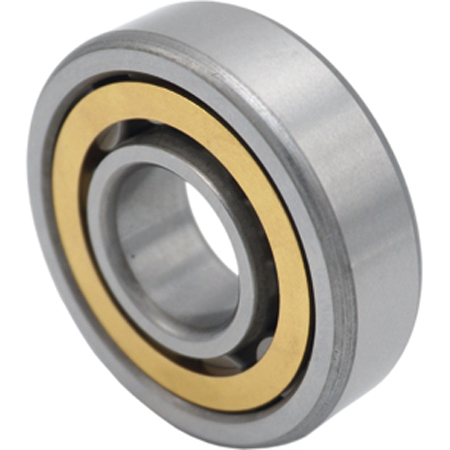
角接觸球軸承用于機床、航空航天、高速電機等領域,其制造精度直接影響設備的運轉性能。磨削與超精加工是保證軸承高精度、低摩擦和長壽命的關鍵環節,主要涉及滾道、端面及滾動體的處理。

一、磨削工藝
1. 滾道磨削
滾道的精度決定了滾動體的受力均勻性和旋轉平穩性。
●磨削方法:普通外圓磨削、無心磨削、數控成形磨削。
●控制參數:磨削余量 0.02~0.05mm,高精度級可降至 0.005mm。
●粗糙度要求:普通軸承 Ra ≤ 0.2μm,高精度級 Ra ≤ 0.05μm。
●接觸角控制:如 15°、25°、40°,確保軸向和徑向載荷匹配。
2. 端面磨削
端面精度影響軸承預緊力和剛性。
●磨削方法:平面磨削、雙端面磨削、精密研磨。
●關鍵指標:端面平行度 ≤ 2μm,端面粗糙度 Ra ≤ 0.1μm。
二、超精加工工藝
1. 滾道超精加工
超精加工可提升表面質量,減少摩擦,提高軸承壽命。
●加工方式:游動超精加工、行星式超精加工、拋光超精加工。
●主要參數:Ra ≤ 0.025μm,滾道圓度 ≤ 1μm。
●作用:減少局部應力,提高耐磨性和運轉平穩度。
2. 滾珠與溝道匹配研磨
滾珠與滾道的精密匹配,可優化接觸特性,減少應力集中。
●方法:精密珩磨、精密研磨,進一步降低摩擦。
三、磨削與超精加工的優勢
●提高旋轉精度:減少滾道誤差,運轉更穩定。
●降低摩擦和溫升:精細研磨減少粗糙度,提高效率。
●延長壽命:減少局部應力,提高耐疲勞性。
●確保預緊力穩定:精準控制端面誤差,優化裝配效果。
總結
角接觸球軸承的磨削與超精加工通過高精度滾道處理、端面控制和滾動體匹配,提升了軸承的可靠性和耐久性,使其適用于高端精密設備。本文內容是上隆自動化零件商城對“角接觸球軸承”產品知識基礎介紹的整理介紹,希望幫助各行業用戶加深對產品的了解,更好地選擇符合企業需求的優質產品,解決產品選型中遇到的困擾,如有其他的疑問也可免費咨詢上隆自動化零件商城。